简体中文
简体中文
ZPRÁVY
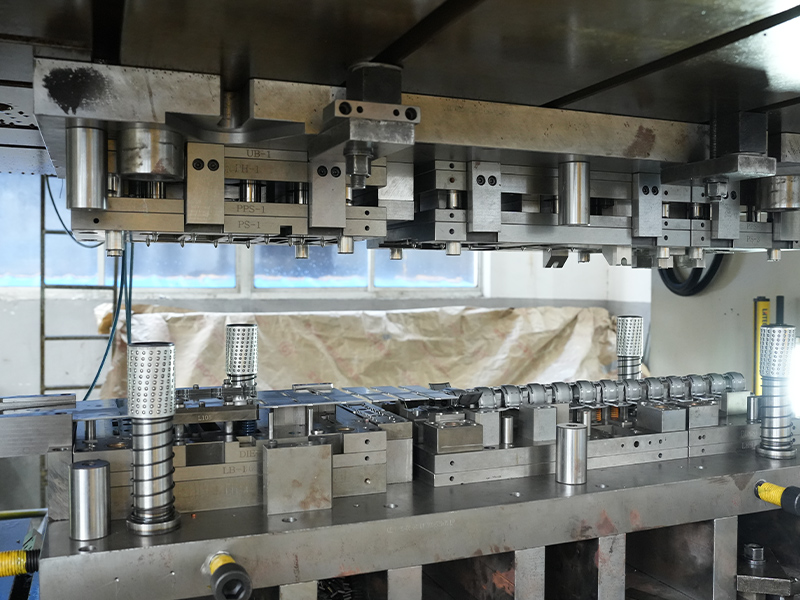
Domov / Zprávy / Zprávy průmyslu / Výrobní procesy skříní elektromagnetického ventilu s vysokou přesností z lisovaného železa

Naše kovová šrapnel z nerezové oceli je vysoce výkonná složka navržená tak, aby splňovala náročné požadavky průmyslových odvětví, která vyžadují přesnost, trvanlivost a odolnost vůči drsnému prostř...
Viz podrobnosti
Razítkový tepelný štít z nerezové oceli je přesnost vytvořená automobilová komponenta určená k ochraně kritických systémů před nadměrným teplem. Tento tepelný štít je vyroben z technologie Advanced...
Viz podrobnosti
Oznamovaná přepážka železa je kritickou součástí v systémech motoru a přenosu, která je navržena tak, aby mohla řídit a řídit tok oleje v mechanických sestavách. Tato přepážka, která byla vyrobena ...
Viz podrobnosti
Naše železné těsnění je vysoce výkonným roztokem utěsňování, které je navrženo tak, aby poskytovalo trvalý a spolehlivý výkon v široké škále průmyslových aplikací. Tento těsnění je vyrobeno z vysoc...
Viz podrobnosti
Naše montážní držák železa je robustní, univerzální a vysoce trvanlivé podpůrné řešení navržené pro širokou škálu průmyslových a komerčních aplikací. Tato montážní držák, vyrobená z prémiového žele...
Viz podrobnosti
Naše deska pro železné tření je vysoce kvalitní, odolná složka určená pro použití v různých mechanických systémech, které vyžadují efektivní přenos energie a odolnost proti teplu. Vyrobeno pomocí p...
Viz podrobnosti
Zapojení zápočku železného ozubeného zařízení je robustní komponenta, která je navržena tak, aby zajistila bezpečné a efektivní zapojení rychlostních stupňů v různých mechanických systémech. Tato d...
Viz podrobnosti
Náš kryt ticha železa hliníku je vysoce výkonný, odolný roztok navržený tak, aby účinně snižoval hluk a vibrace v široké škále průmyslových a mechanických aplikací. Kombinace síly a odolnosti želez...
Viz podrobnosti
Cinované měděné kolíky jsou přesně inženýrské elektrické konektory určené k zajištění spolehlivého a efektivního výkonu v široké škále aplikací. Tyto kolíky vyrobené z vysoce kvalitního měděného dr...
Viz podrobnosti
Fosforové bronzové konektory jsou elektrické komponenty s přesnostmi vyrobenými z měděné slitiny, která kombinuje měď, cín a fosfor. Tento specializovaný materiál nabízí jedinečnou směs elektrické ...
Viz podrobnosti
Měďový stříbrný kolík s ventilem měděného vodního čerpadla je vysoce výkonná komponenta, která je navržena pro funkčnost v solenoidových ventilech vodního čerpadla. Tento pin, vyrobený pomocí kombi...
Viz podrobnosti
Naše galvanizované pouzdro motoru s plechem nabízí robustní ochranu a dlouhověkost pro širokou škálu elektrických motorů používaných v různých průmyslových odvětvích. Toto motorické pouzdro, vytvoř...
Viz podrobnostiKontaktní údaje
Address: Č. 6 Qiasheng North Road, Caoqiao Industrial Park, Xueyan Town, Wujin District, Changzhou City, provincie Jiangsu
TEL: 86-15050692548
Pokud máte zájem o naše výrobky, konzultujte nás