 简体中文
简体中文


Pochopení hlavních příčin poškození povrchu
Účinná prevence škrábanců začíná pochopením toho, kde a jak k nim dochází ve výrobním pracovním postupu. Primární viníci nejsou vždy zřejmí. K oděru může dojít při vyhazování dílu z raznice, při manipulaci a přenášení mezi operacemi, v přepravkách nebo kontejnerech, při sekundárních procesech, jako je odstraňování otřepů, a dokonce i při konečném balení. Vlastní tvrdost nerezové oceli, i když odolává deformaci, může být překvapivě náchylná k zadření a poškození, když dva kovové povrchy po sobě pod tlakem kloužou, přenášejí materiál a vytvářejí viditelné škrábance. Rozpoznání těchto třecích bodů je prvním krokem k realizaci cílených protiopatření.
Proaktivní strategie: Prevence u zdroje
Zmírňování škod musí začít na samém začátku výrobního procesu. Cílem je vytvořit prostředí, kde je povrchový kontakt kontrolován, tlumen nebo eliminován.
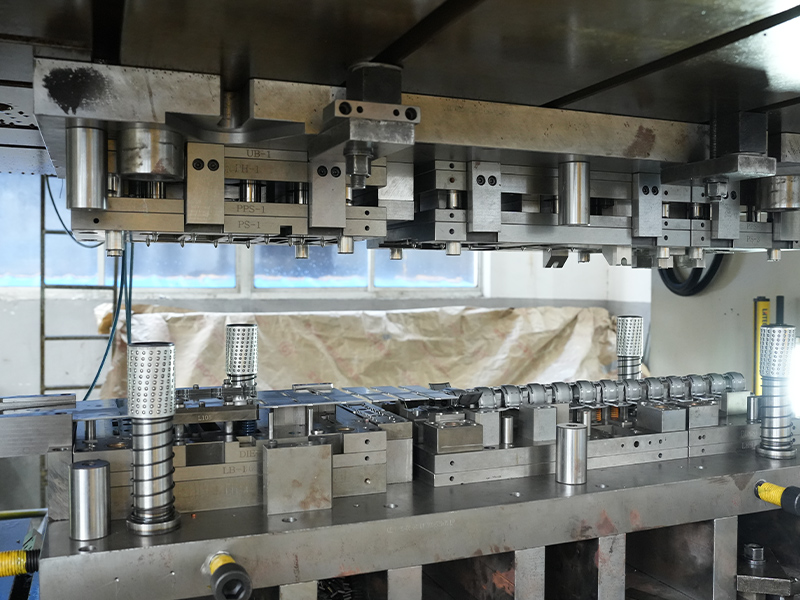
Konstrukce nástrojů a zápustek pro ochranu
Konstrukce a údržba lisovnice samotné jsou kritické. Mezi klíčové postupy patří:
- Použití leštěných povrchů matrice s vysoce kvalitní povrchovou úpravou (např. zrcadlový lesk #8) v oblastech, které se dotýkají kritických povrchů součásti.
- Specifikace vhodných materiálů matrice, jako je tvrzená nástrojová ocel nebo karbidové vložky, aby odolávaly opotřebení, které může vytvářet otřepy a nedokonalosti, které poškrábou součásti.
- Implementace systémů řízeného vyhazování pomocí dusíkových pružin nebo čalouněných kolíků, aby se zajistilo hladké uvolňování dílů a nedocházelo k jejich tažení přes ocelové povrchy.
- Nanášení speciálních povlaků, jako je nitrid titanu (TiN) nebo uhlík podobný diamantu (DLC), na součásti matrice, aby se snížilo tření a opotřebení adheziva (zadírání).
Výběr materiálu a procesu
Výběr správné třídy nerezové oceli a procesních parametrů může významně ovlivnit citlivost povrchu. Žíhané nebo měkčí tempery mohou být náchylnější k poškrábání než plně tvrdý materiál, i když se snadněji tvarují. Použitím ochranných fólií, buď dočasné odlupovací polymerové vrstvy nanesené na svitek před lisováním, nebo tekutá maziva s přísadami proti poškrábání, vytváří obětní bariéru během tvarování a manipulace.
Manipulační protokoly: Lidský a pracovní faktor
I s dokonalým nářadím je nesprávná manipulace hlavní příčinou poškození. Zavedení a vynucení přísných manipulačních protokolů je u vysoce kvalitních dílů nesmlouvavé.
- Školení obsluhy: Personál musí nosit čisté bavlněné nebo nitrilové rukavice nepouštějící vlákna, aby se zabránilo otiskům prstů a přímému kontaktu s kovy. Měli by být vyškoleni k manipulaci s díly za jejich hrany nebo nekritické povrchy.
- Design pracovní stanice: Na všech pracovních stanicích, kontrolních plochách a balicích stanicích používejte polstrované, neabrazivní povrchy (např. PVC, plsť nebo silikonové rohože).
- Oddělování dílů a skladování: Nikdy nedovolte, aby se lisované díly ve velkém převalovaly nebo drhly. Použijte oddělovače, přepážky nebo jednotlivé štěrbiny v zásobnících. Pro skladování během procesu stohujte díly ochranným prokládacím papírem nebo pěnou.

Řízená prostředí pro sekundární operace
Procesy jako svařování, broušení, leštění a čištění představují vysoká rizika. Izolujte tyto operace fyzicky nebo dočasně od čistých montážních prostor. Aby se zabránilo křížové kontaminaci uhlíkovou ocelí nebo abrazivními úlomky, měly by být použity speciální nástroje a přípravky. Používejte například drátěná kola a kartáče pouze z nerezové oceli. Automatizované čisticí systémy (ultrazvuk, pasivace) jsou preferovány před ručním drhnutím, které může způsobit nekonzistentní poškrábání.
Balení: Poslední vrstva obrany
Balení je posledním kritickým krokem k zachování integrity povrchu během přepravy. Obal musí díl zcela znehybnit. Mezi běžné účinné metody patří:
| Způsob balení | Nejlepší pro | Klíčový materiál |
| Balení VCI (těkavý inhibitor koroze). | Zabraňuje korozi a lehkému oděru | VCI papír, pěna nebo fólie |
| Vlastní pěnová dutina | Vysoce hodnotné nebo jemné díly se složitou geometrií | Polyetylenová nebo polyuretanová pěna |
| Přihrádkové plastové podnosy | Velkoobjemové malé až střední díly | Staticky disipativní nebo vodivé plasty |
| Smršťovací / strečová fólie s chrániči hran | Velké, ploché díly nebo sestavené jednotky | Polyetylenová fólie s pěnovými chrániči rohů |
Kontrola, třídění a nápravná opatření
Robustní proces kontroly kvality je nezbytný pro zachycení a řešení povrchových defektů. Kontrola by měla probíhat pod řízeným osvětlením (často bílým světlem LED) v klíčových fázích: po lisování, po sekundárních operacích a před konečným balením. Stanovte jasné meze přijatelné kvality (AQL) založené na vzorcích pro povrchové škrábance, definujte přípustnou délku, hloubku a umístění. Jakékoli neshodné díly by měly být umístěny do karantény. U menších defektů lze pro přepracování použít kontrolovaný schválený postup leštění s použitím postupně jemnějších brusiv (např. od pásů Scotch-Brite po jemnozrnné leštící směsi), ale musí být pečlivě řízen, aby nedošlo ke změně kritických rozměrů.
Budování kultury povrchového vědomí
V neposlední řadě zabraňuje poškrábání Lisovací díly z nerezové oceli není oprava v jednom kroku, ale komplexní systém. Vyžaduje integraci úvah od počátečního návrhu a inženýrství nástrojů až po expediční dok. Nejúspěšnější výrobci podporují kulturu, kde každý člen týmu, od operátora lisu po specialistu na balení, rozumí své roli při zachování integrity povrchu. Toho je dosaženo neustálým školením, jasnými standardními provozními postupy (SOP) pro manipulaci a investicemi do správných ochranných materiálů a vybavení, které nejsou považovány za náklady, ale jako základní záruky kvality produktů a spokojenosti zákazníků.











