简体中文
简体中文
ZPRÁVY
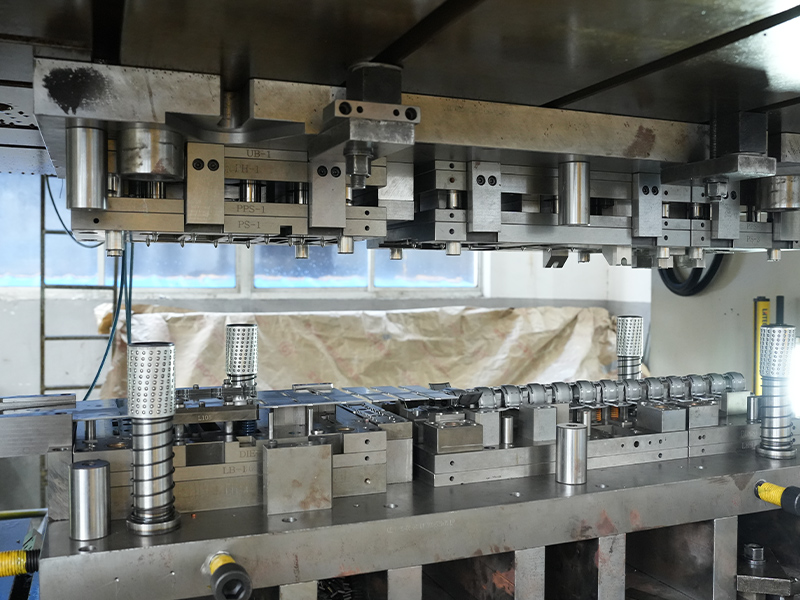
Domov / Zprávy / Zprávy průmyslu / Co je to proces lisování kovů? Kompletní průvodce tvářením plechů

Upevňovače podložky z nerezové oceli jsou specializované ponechající komponenty navržené tak, aby bezpečně držely díly na místě v sestavách vodního ventilu. Tyto spojovací prvky, vyrobené z vysoce ...
Viz podrobnosti
Naše černé pouzdra z železa jsou odolné, vysoce kvalitní komponenty určené pro různé průmyslové aplikace, které nabízejí výjimečnou sílu, odpor k opotřebení a dlouhodobý výkon. Tyto pouzdra jsou vy...
Viz podrobnosti
Oznamovaná přepážka železa je kritickou součástí v systémech motoru a přenosu, která je navržena tak, aby mohla řídit a řídit tok oleje v mechanických sestavách. Tato přepážka, která byla vyrobena ...
Viz podrobnosti
Označené krytiny solenoidového ventilu železa je přesnost konstruovanou složkou navrženou pro zabalení a ochranu systémů solenoidního ventilu. Vyrobeno pomocí pokročilých procesů razítka kovů, jako...
Viz podrobnosti
Naše montážní držák železa je robustní, univerzální a vysoce trvanlivé podpůrné řešení navržené pro širokou škálu průmyslových a komerčních aplikací. Tato montážní držák, vyrobená z prémiového žele...
Viz podrobnosti
Deska 65MN pro sestavovací deska se sedadlem je přesně inženýrská komponenta kovového razítka vyrobená z vysoce uhlíkové oceli (65 mn), materiál známý pro svou tvrdost, pevnost v tahu a odolností p...
Viz podrobnosti
Naše koroziosová automobilová konzola je navržena pro trvanlivost a výkon při náročných automobilových aplikacích. Tato držák, vytvořená z vysoce kvalitní, korozivní oceli, nabízí výjimečnou sílu a...
Viz podrobnosti
Naše ložisková klece z měděné tenké stěny je nezbytnou součástí určenou pro použití v přesných ložiscích, nabízí trvanlivost a efektivní výkon v různých průmyslových aplikacích. Tato ložisková klec...
Viz podrobnosti
Cinované měděné kolíky jsou přesně inženýrské elektrické konektory určené k zajištění spolehlivého a efektivního výkonu v široké škále aplikací. Tyto kolíky vyrobené z vysoce kvalitního měděného dr...
Viz podrobnosti
Fosforové bronzové konektory jsou elektrické komponenty s přesnostmi vyrobenými z měděné slitiny, která kombinuje měď, cín a fosfor. Tento specializovaný materiál nabízí jedinečnou směs elektrické ...
Viz podrobnosti
Měďový stříbrný kolík s ventilem měděného vodního čerpadla je vysoce výkonná komponenta, která je navržena pro funkčnost v solenoidových ventilech vodního čerpadla. Tento pin, vyrobený pomocí kombi...
Viz podrobnosti
Čistý tlumič zinkových destiček je vysoce výkonný, odolný roztok navržený tak, aby zvýšil funkčnost a dlouhověkost různých strojů a vybavení. Tento tlumič, který je vyroben z čistého zinkového mate...
Viz podrobnostiKontaktní údaje
Address: Č. 6 Qiasheng North Road, Caoqiao Industrial Park, Xueyan Town, Wujin District, Changzhou City, provincie Jiangsu
TEL: 86-15050692548
Pokud máte zájem o naše výrobky, konzultujte nás