 简体中文
简体中文


Kov lisování dílů jsou základní komponenty používané v nespočetných průmyslových odvětvích, od automobilového průmyslu po elektroniku. Tento komplexní příručka vysvětluje vše, co potřebujete vědět o razítkových kovových komponentách, včetně výrobních procesů, výběru materiálu, standardů kvality a praktických aplikací.
Porozumění technologii kovových razítka
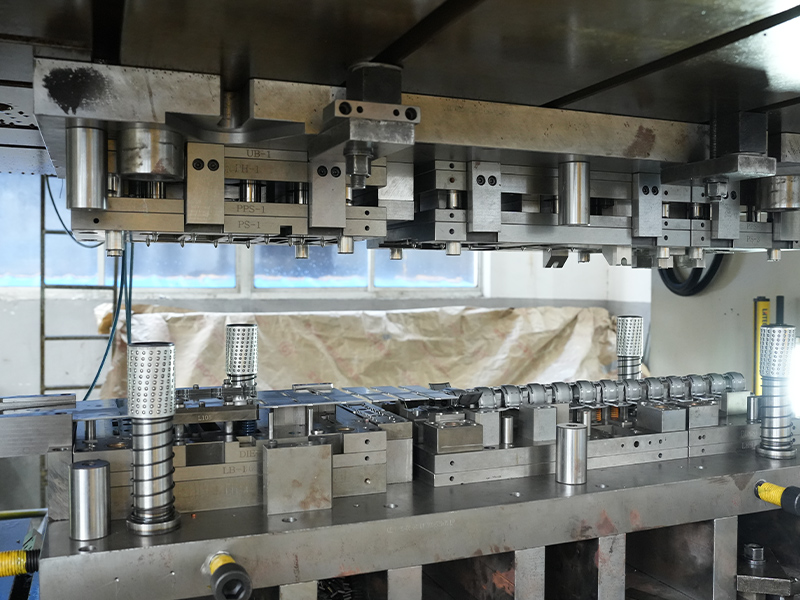
Kovové razítko je výrobní proces vytvářející chlad, který používá k transformaci plechu do specifických tvarů, který používá lisy a lisy. Tento proces nabízí několik výhod:
- Vysoká účinnost výroby
- Vynikající dimenzionální konzistence
- Nákladová efektivita pro hromadnou výrobu
- Schopnost vytvářet složité geometrie
- Úspory materiálu s minimálním odpadem
Moderní lisovací technologie může produkovat díly s tolerancemi tak těsnými jako ± 0,01 mm pro přesné aplikace.
Běžné typy lisovacích dílů
Označené komponenty mohou být kategorizovány podle jejich výrobního procesu a konečné formy:
| Typ | Popis | Typické aplikace |
| Slamování dílů | Ploché komponenty vyříznuté z plechu | Podložky, podložky, elektrické kontakty |
| Ohýbací části | Komponenty s úhlovými nebo vytvořenými funkcemi | Konzoly, klipy, kryty |
| Hluboké kreslené části | Trojrozměrné duté tvary | Plechovky, kontejnery, automobilové panely |
| Progresivní díly | Složité komponenty vyrobené ve více krocích | Elektrické terminály, konektory |
| Jemné zalomení dílů | Vysoce přesné komponenty s hladkými hranami | Ozubená kola, přesné mechanické části |
Proces kovového razítka krok za krokem
Proces razítka kovů obvykle zahrnuje tyto klíčové fáze:
- Výběr materiálu: Výběr vhodného typu a tloušťky kovu
- Prázdná příprava: Řezání plechu do požadované velikosti
- Nastavení nástrojů: Instalace a zarovnání umírá v tisku
- Operace lisování: Formování části prostřednictvím lisování
- Sekundární operace: Další procesy, jako je klepání nebo svařování
- Inspekce kvality: Ověření dimenzionální přesnosti
- Ošetření povrchu: V případě potřeby nanesení ochranných povlaků
Populární materiály pro razítko
Výběr materiálu závisí na funkci součásti, podmínkách prostředí a úvahách o nákladech:
| Materiál | Rozsah tloušťky | Klíčové vlastnosti | Běžné použití |
| Chladný válcovaný ocel | 0,5-3,0 mm | Vysoká síla, dobrá formobilita | Automobilový průmysl, spotřebiče |
| Nerez | 0,2-6,0 mm | Odolnost proti korozi | Lékařské, zpracování potravin |
| Hliníkové slitiny | 0,3-5,0 mm | Lehký, vodivý | Aerospace, elektronika |
| Měď/mosaz | 0,1-3,0 mm | Vynikající vodivost | Elektrické komponenty |
| Vysoká uhlíková ocel | 1,0-8,0 mm | Výjimečná tvrdost | Průmyslové stroje |
Kritická opatření pro kontrolu kvality
Zajištění vyražené kvality dílu vyžaduje více metod ověření:
- První inspekce článku: Komplexní měření počátečních vzorků
- Rozměrové kontroly: Použití třmenů, mikrometrů a CMMS
- Ověření materiálu: Testování spektrometru pro složení slitiny
- Inspekce povrchu: Kontrola škrábanců, promáčknutí nebo vad
- Funkční testování: Ověření přizpůsobení a výkon
Metody statistické kontroly procesů (SPC) jsou často implementovány pro sledování konzistence výroby.
Úvahy o návrhu pro razítkových dílů
Efektivní označená část dílu následuje tyto principy:
- Pokud je to možné, udržujte rovnoměrnou tloušťku stěny
- Zahrňte vhodné ohybové poloměry (obvykle 1x tloušťka materiálu)
- Návrh funkcí pro minimalizaci opotřebení nástroje
- Zvažte směr zrna pro ohybové operace
- Umožněte správný tok materiálu v hlubokém kresbě
- Zahrňte tolerance vhodné pro výrobní metodu

Nákladové faktory při razítku kovů
Několik proměnných ovlivňuje konečnou cenu vyražených komponent:
| Faktor | Dopad na náklady | Tipy pro snižování nákladů |
| Typ materiálu | 20-60% celkových nákladů | Zvažte alternativní slitiny |
| Složitost součásti | Zvyšuje náklady na nástroje | Pokud je to možné, zjednodušte geometrie |
| Objem výroby | Vyšší objemy snižují jednotkové náklady | Zkombinujte objednávky, pokud je to praktické |
| Požadavky na tolerance | Přísnější tolerance zvyšují náklady | Určete volnější tolerance, kde je přijatelné |
| Sekundární operace | Přidává kroky zpracování | Návrh minimalizace následného zpracování |
Průmyslové aplikace vyražených dílů
Kovové razítko slouží prakticky každému výrobnímu sektoru:
- Automobilový průmysl: Panely těla, držáky, komponenty motoru
- Elektronika: Konektory, stínění, chladiče
- Lékařský: Chirurgické nástroje, komponenty implantátu
- Spotřebiče: Pouzdra, ovládací panely, panty
- Konstrukce: Upevňovací prvky, hardware, strukturální komponenty
- Aerospace: Postavení letadel, přístrojové části
Porovnání razítka s alternativními výrobními metodami
Pochopení, kdy zvolit razítko versus jiné procesy:
| Metoda | Výhody | Nevýhody | Nejlepší pro |
| Kovové razítko | Vysoká rychlost, nízké jednotkové náklady, přesnost | Vysoké náklady na nástroje, omezené na plech | Hromadná výroba tenkých komponent |
| CNC obrábění | Flexibilní, není nutné žádné nástroje | Pomalejší, vyšší náklady na část | Prototypy, složité 3D části |
| Zemřít | Komplexní tvary, dobrá povrchová úprava | Omezeno na neželezné kovy | Zinek, hliníkové složky |
| 3D tisk | Žádné nástroje, svoboda designu | Pomalá, materiální omezení | Prototypy, vlastní díly |
Vznikající trendy v technologii lisování
Odvětví lisování se neustále vyvíjí s novým vývojem:
- Chytré umírá: Senzory pro monitorování procesů v reálném čase
- Pokročilé simulace: Lepší předpověď materiálního chování
- Vysokorychlostní automatizace: Rychlejší lisy s robotickou manipulací
- Laserově asistované razítko: Lokalizované vytápění pro obtížné materiály
- Ekologické procesy: Snížená energie a materiální odpad
Odstraňování problémů s běžnými problémy s razítkem
Řešení pro časté výrobní problémy:
| Problém | Možné příčiny | Řešení |
| Burry | Opotřebované zemře, nesprávné povolení | Naostřit/vyměnit zemře, upravte clearance |
| Praskání | Nedostatečný poloměr ohybu, nesprávný materiál | Zvýšit poloměr, žíhací materiál |
| Vrásčení | Nedostatečný tlak držáku prázdného | Upravte tlak, použijte nakreslení korálků |
| Springback | Účinek materiálové paměti | Overblend, použijte úhly kompenzace |
| Nesprávné vyrovnání | Nesprávné krmení, opotřebované průvodce | Zkontrolujte podavač, vyměňte průvodce |
Osvědčené postupy údržby pro lisování
Správná údržba smrti prodlužuje životnost nástroje a zajišťuje kvalitu:
- Čisté pravidelně umírá, aby se kovové částice odstranily
- Zkontrolujte opotřebení a poškození po každé výrobě
- Použijte příslušná maziva ke snížení tření
- Uložení správně umírá, pokud se nepoužívá
- Uchovávejte podrobné záznamy o údržbě
- Provozovatelé vlaku v postupech správných manipulace
Výpočet požadavků na výrobu
Klíčové vzorce pro lisovací operace:
Stiskněte výpočet tonáže:
Tonáž = (obvod × tloušťka materiálu × smyková pevnost) / 2000
Slamova velikost pro hluboký výkres:
Průměr slepého = √ (konečná část povrchové plochy × 4/π)
Míra výroby:
Díly / hodinu = (3600 × faktor účinnosti) / doba cyklu (sekundy)
Úvahy o životním prostředí
Moderní lisovací operace se zabývají udržitelností prostřednictvím:
- Programy recyklace kovových kovů
- Energeticky efektivní lisy servo
- Maziva a čističe na vodě
- Iniciativy snižování odpadu
- Systémy chladicí kapaliny s uzavřenou smyčkou
Budoucí výhled pro odvětví lisování
Předpokládá se, že odvětví kovových razítka bude neustále růst, poháněno:
- Zvyšování automobilové produkce po celém světě
- Růst infrastruktury obnovitelné energie
- Rozšíření trhů s elektronikou spotřební elektroniky
- Pokroky v lehkých materiálech
- Integrace s technologiemi Industry 4.0
Jak se vyvíjejí požadavky na výrobu, technologie lisování se stále přizpůsobuje a nabízí nákladově efektivní řešení pro výrobu přesných kovových komponent napříč různými průmyslovými odvětvími.











